



Predelali smo osnove brušenja in ostrenja. Sedaj pa se posvetimo bolj podrobnim informacijam.
Mobilni uporabnik? klik tukaj
Preden preidemo na vrste brušenja, pojasnimo še pojem rezilnega in brusnega kota:
Rezilni kot α, je kot rezila, nekateri ga imenujejo tudi posneti kot, kot rezanja ali celo brusilni kot.
Brusni kot β, je kot med brusno ploskvijo rezila in vzdolžno osjo orodja
Rezilni kot je za lažja dela in manjša orodja lahko manjši, a je s tem bolj občutljiv. Za težja dela pa uporabimo močnejša orodja, ki imajo običajno tudi večji rezilni kot in so zato tudi trajnejša. Rezbarska orodja imajo manjši rezilni kot, do 20°, žlebasta stružna orodja pa večji, od 45° do 60°. Pri orodjih, ki imajo brusno ploskev na eni strani, je rezilni kot enak brusnemu. Pri orodjih s simetrično brusno ploskvijo, kot pri nožih, sekirah ali pri dletu jeran (dleto s poševnim rezilom), je brusni kot vedno polovica rezilnega kota.

Optimalni rezilni kot je torej kompromis med dobrim rezom in čim trajnejšo ostrino. Pri tem pa se seveda orodje ne sme deformirati. Orodje lahko nabrusimo na različne rezilne kote, glede na namen uporabe. Z dobrimi brusnimi pripravami pa moramo poskrbeti, da skozi zaporedna brušenja orodje vedno brusimo in ostrimo pod enakim kotom.
Suho in mokro brušenje
Rezilna orodja lahko brusimo suho s hitro vrtečimi kolutnimi ali tračnimi brusilnimi stroji ali pa na počasi vrtečih brusnih kamnih, potopljenih v vodo – zato t.i. mokro brušenje.
Suho brušenje je hitro in ima velik odjem materiala. Brusna plošča je vezana direktno na os motorja, zato se vrti običajno z 2.800 obrati/minuto. Zaradi preproste izvedbe so takšni brusilni stroji navidezno cenejši.
Konica rezila se zaradi trenja segreje in se s tem poslabša struktura jekla, material izgubi na trdoti in orodje moramo prej ponovno brusiti. Nevarnost pregretja bi lahko zmanjšali, če bi držali orodje vseskozi pod hladilno vodo, kar pa je zelo težko. Zelo hitro z nepazljivostjo dosežemo temperaturo konice rezila 230 - 240° C, kar je žarilna temperatura jekla. Tako pregreto rezilno konico moramo odbrusiti, rezilo na novo zbrusiti, da dosežemo material, ki še ni bil strukturno poškodovan. Ta princip velja za vse vrste orodnih jekel, poboljšanih ogljikovih, nerjavnih in HSS, kjer je sicer meja pregretja nekoliko višja.
Pri suhem brušenju je brusna ploskev groba in jo moramo zgladiti še s fino zrnatim brušenjem.
Pri suhem brušenju se pojavljajo iskre, zato pri delu potrebujemo očala ali masko za obraz. Zaradi isker in nevarnosti požara takšnega stroja ni priporočljivo postaviti v mizarsko delavnico.
Pri mokrem brušenju teče brusni kamen vedno v vodni kadi. Kamen prinaša vodo enakomerno k brusni ploskvi, ki je s tem vedno ohlajena in zaščitena pred pregretjem.
Brusni kamen teče počasi, odvisno od premera kamna, običajno med 50 in 100 obrati/minuto. Večji brusni kamen teče z nižjo obodno hitrostjo od manjšega. Počasno vrtenje onemogoča, da bi voda zaradi sredobežne sile odtekla. Ker je pri tovrstnih strojih vedno potreben prenosni mehanizem za znižanje števila vrtljajev, so ti stroji tudi dražji. Vodni rezervoarji morajo biti snemljivi in zaradi čiščenja dostopni. Na dnu se nabirajo strjeni opilki iz jekla in kamna, ki jih moramo tudi redno čistiti.
Obrušena površina je pri mokrem brušenju vedno finejša, kot pri suhem brušenju, tako da glajenje ali fino brušenje rezila po osnovnem brušenju sploh ni več potrebno.
Brusni postopek lahko pri mokrem brušenju zelo enostavno kontroliramo in sledimo brusnim efektom, ker teče kamen počasi. Zaradi nizkih hitrosti, so tudi nevarnosti za poškodbe manjše. Mokro brušenje lahko izvajamo v vsaki mizarski delavnici ali prostoru, ki je sicer požarno nevaren. Prav tako ni nevarnosti, da bi se kamen razletel in brusilca poškodoval.
Kamni za mokro brušenje so izdelani iz naravnega peščenca, ki tvori zelo fino zunanjo površino. V zadnjem času so razvili tudi umetne kamne na keramični bazi z primesmi aluminijevega oksida.
Skupni čas brušenja orodja je po mokrem postopku veliko krajši od suhega postopka, ker po brušenju običajno orodja ni potrebno več fino brusiti in gladiti. Odstraniti moramo le iglo na konici rezila, ki se tvori pri brušenju.
Običajni stroji za mokro brušenje so vertikalni, kar pomeni da teče kolut kamna vertikalno, horizontalno površino kamna pa uporabimo za brušenje. Obstajajo tudi stroji z horizontalno se vrtečimi koluti in se čelna stran kamna uporablja tudi za brušenje. V tem primeru voda doteka na kamen iz dvignjenega rezervoarja. Slaba stran je, da se hitrost brušenja glede na oddaljenost od osi vrtenja spreminja. S tem se tudi kamen na zunanji strani bolj obrabi kot pri osi. Takšen kamen je tudi teže poravnati kot vertikalnega.
Horizontalni kamen daje povsem ravno brusno ploskev, medtem ko vertikalni, v odvisnosti od premera koluta, daje nekoliko konkavno brusno ploskev. Konkavnost je komaj opazna in nima nobenega vpliva na funkcijo rezanja orodja.
Konkavno brušenje
Pojavi se vedno na vertikalnem brusnem kamnu, v odvisnosti od premera kamna in je popolnoma nemoteča pri uporabi orodja.

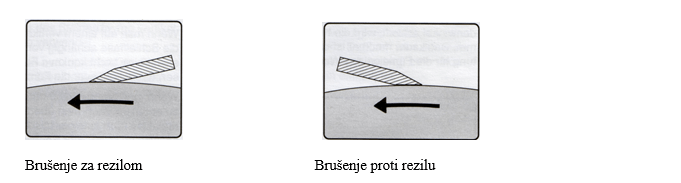
Smer brušenja
Vprašanje, ali brusiti za ali proti rezilu je staro, kot samo brušenje rezil. Še danes nekaj brusilcev in mizarjev meni, da je treba brusiti za rezilom in veliko izkušenih mojstrov, ki meni, da moramo brusiti proti rezilu. Testi niso pokazali nobenih merskih razlik med obema metodama. Glede na ostrino orodja pa je praksa pokazala določena strokovna dejstva.
Pri brušenju proti rezilu dosežemo višji brusni pritisk in s tem krajši čas brušenja. Vrtenje kamna pomaga, da orodje nekako pritiska k brusni plošči. Brušenje na ta način lažje aktivira brusni kamen in preprečuje zamašitev kamna. Igla, ki nastane na ta način je krajša in jo je lažje odstraniti. Da pa se orodje ne zarije v kamen, je pri tovrstnem brušenje priporočljivo orodje vpeti v brusna držala. Na ta način se izognemo tudi vibracijam ob brušenju manjših orodij.
Brušenje za rezilom zahteva nižji brusni pritisk, kar je pri brušenju manjših in občutljivih rezil prednost. Na ta način lepo kontrolirate potek brušenja in tvorbo igle, ker voda ne brizga preko rezila.
Pazite le, da pravilo »za ali proti rezilu« ne bo zamenjano z smerjo vrtenja brusnega kamna. Smer brušenja je torej odvisna od vrste brusnega stroja in pristopa do načina brušenja.
Pritisk brušenja
Manjša kontaktna površina ustvarja višji pritisk brušenja. Vedeti moramo, da je določen pritisk pri brušenju potreben in da je ta v odvisen od hitrosti brušenja in obrabe kamna. Če pritiskamo z enako silo na široko skobeljno rezilo ali na ozko dolbilo, je lahko pritisk na dolbilo do 10 x višji, pri žlebastem dolbilu z še manjšo kontaktno površino brušenja, pa celo do 50 x višji. Z nekoliko izkušenj boste za vsako vrsto orodja našli primerni pritisk brušenja ob optimalni hitrosti brušenja orodja.
Hitro vrteči brusilni stroji pri suhem brušenju hitreje odnašajo s seboj tudi orodni material. Rezbarske nožke morate brusiti zelo previdno, ker imajo manjši brusilni kot in so izdelani iz ogljikovega jekla.

Brusne priprave in podpore
Pri brušenju moramo orodje držati zanesljivo in pod stalnim kotom nasproti brusnemu kamnu. To najlaže dosežemo z ustrezno brusno pripravo ali podporo.
Pri suhem brušenju in hitro vrtečih brusilnih strojih je večinoma pripravljen naslon v obliki upognjene pločevine. Ta je velikokrat prekratka in ne omogoča stabilni kot brušenja med celotnim postopkom brušenja. Lahko pa si sami pripravimo večji naslon, morda s stranskim robom, ki je voden po utoru in omogoča točen položaj orodja pod kotom 90° do brusnega kamna. Takšen preprost naslon pri suhem brušenju zadostuje, ker je zaradi visokega števila vrtljajev brusnega kamna potreben tudi manjši pritisk brušenja.
Pri mokrem brušenju, kjer je zahtevan višji pritisk brušenja, pa takšni nasloni ne ustrezajo povsem. Pritisk na orodje ne doseže brusnega kamna, ampak se deloma prenese na brusni naslon.

Ta efekt nastane izraziteje pri orodjih z majhnim rezilnim kotom in toliko bolj pri brušenju za rezilom, kot proti rezilu. Pri strgalih, ki jih brusimo z velikim rezilnim kotom, ta način naslona povsem ustreza. Pri mokrem brušenju pa naj bodo vse brusilne naprave pripravljene tako, da lahko med postopkom brušenja kontroliramo brusilni pritisk. Dobra priprava naj ima vpeto orodje v točno določeni osi premikanja in v določeni oddaljenosti od kamna. Izvajani pritisk brušenja pa bo s tem prenesen na brusno ploskev in ne na podporo.

Glajenje orodij
Po brušenju se na rezilu na gornji strani tvori igla. To iglo moramo odstraniti z glajenjem s pomočjo polirne paste. Ob tem odstranimo tudi opilke in raze od kamna in zgladimo površino. S čim bolj grobim kamnom v osnovi brusimo, toliko bolj je potrebno zaključno glajenje rezilne ploskve.
Glajenje in odstranitev igle moramo izvesti po celi površini rezila, sicer bo rezilna konica zaobljena. Igla se bo upognila z ene na drugo stran, zato moramo orodje pogladiti izmenoma z obeh strani rezila.
Gladimo lahko tudi s pomočjo klobučevinastega koluta in polirne paste, ki jo montiramo na mizni brusilni stroj, a je s tem riziko zaokrožitve rezilne konice še vedno velik.
Boljši način odstranitve igle je s pomočjo počasi vrtečega usnjenega koluta in ustrezne polirne paste. Zaradi nizkega števila obratov imamo dober nadzor nad potekom glajenja in ni nevarnosti pregretja ali zaokrožitve rezilne konice.
Pripomočke za brušenje in ostrenje, lahko najdete na naši spletni strani, ali z klikom na eno izmed spodnjih fotografij.





Članek pripravil: Marjan Rek, univ.dipl.ing.lesarstva